 Skip to content
Skip to content 

Quick answer (for Google snippet)
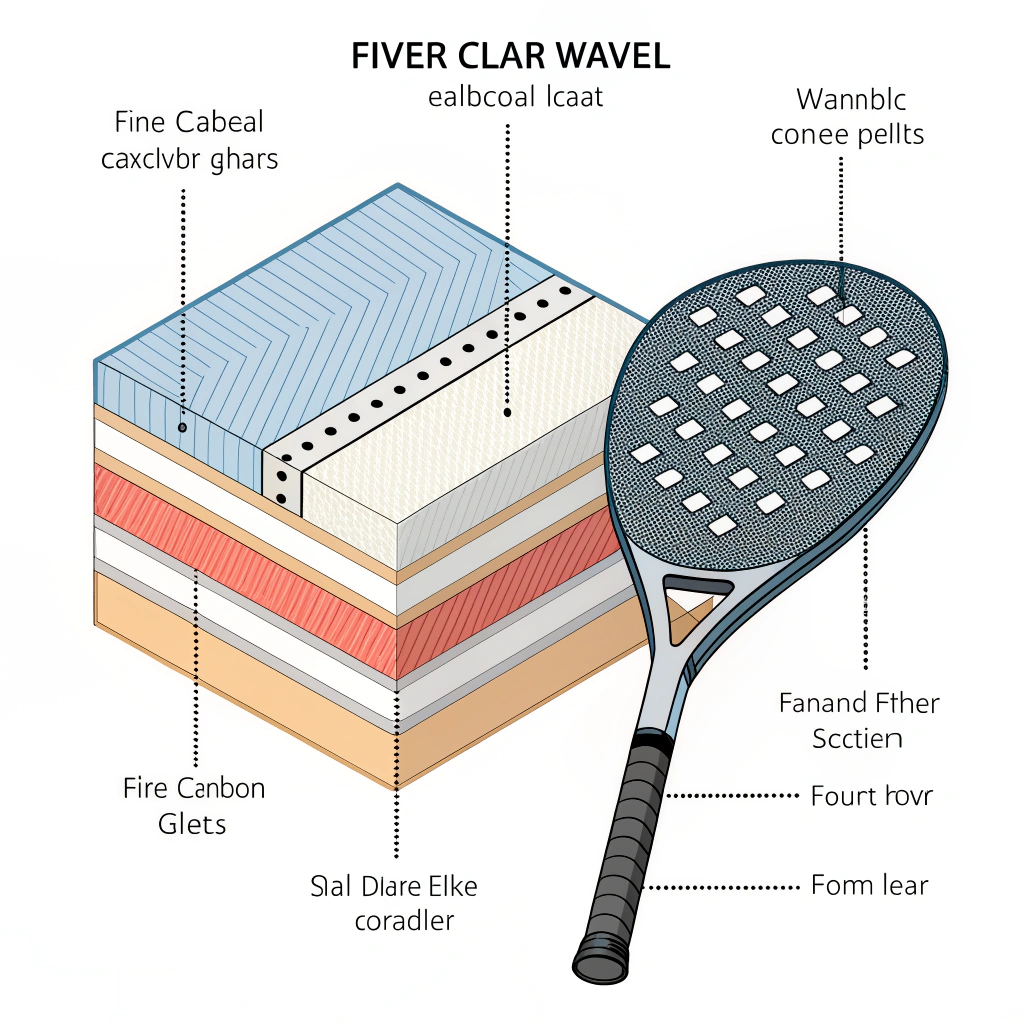
Carbon-based constructions deliver the best strength-to-weight for performance padel rackets: carbon fiber1 face layers (often 3k or UD2 plies) over a tuned EVA3 core give the most stiffness and energy return, while fiberglass faces provide a softer feel and lower cost. Choose fabric type, layup direction (UD vs twill), core density, and resin system based on the target player profile (power vs control), tested durability requirements, and production budget.
Why this decision matters (choice dilemma)
As a product manager or R&D engineer comparing OEMs, your decision on face material and layup drives five outcomes that buyers care about: weight, stiffness (modulus), impact resistance, feel/damping, and unit cost. The right combination depends on whether you need a high-performance racket for pro players or a durable, cost-efficient model for mass market distribution.
Core differences at a glance
- Carbon fiber (3k / 12k / 18k / UD): Highest stiffness-to-weight; faster energy return; better for power-focused frames. Higher material cost and, in some layups, lower impact tolerance (brittleness).
- Fiberglass: More flexible and forgiving; lower cost; preferred for softer feel and better shock damping.
- UD vs twill: UD (unidirectional) plies give directional stiffness and are valuable to tune flex; twill or woven fabrics look premium and give more isotropic properties and better surface finish.
- Core (EVA / honeycomb / balsa): EVA foam remains the industry standard for predictable feel and consistent rebound. Honeycomb (PE or polymer) and balsa are alternatives when you need ultra-light or very stiff cores.
Detailed comparison (material + layup) — actionable table
| Feature / Material | Fiberglass (woven) | Carbon 3k (twill) | Carbon 12k / 18k | UD Carbon |
|---|---|---|---|---|
| Feel | Softer, high damping | Balanced — good feel & stiffness | Stiffer, lower cost per kg | Highest directional stiffness |
| Stiffness-to-weight | Low | High | High | Very high along fiber direction |
| Impact resistance | Better (less brittle) | Good | Lower unless hybridized | Needs hybrid layers for impact zones |
| Surface finish | Easier cosmetic printing | Premium finish | Visible tow coarse | Needs clear top layer or twill for grain |
| Cost | Low | Mid-high | Lower than 3k per area | Higher, needs careful handling |
| Manufacturability | Easy (wet layup) | Good (wet/prepreg) | Good | Requires controlled layup (prepreg/hot press) |
| Typical use | Control/entry-level models | Mid to high performance | Cost-optimized performance | High-end, tuned frames |
Layup examples (practical templates)
- Power racket (diamond): 2 × UD carbon outer + 2 × 3k twill inner + 2 mm medium EVA core. Stiff outer shells for max rebound; UD adds directional power.
- Control racket (round): 4 layers 3k twill balanced + 2 mm soft EVA / 3 mm medium. More damping and touch.
- Durable recreational: Fiberglass outer + 3k inner + medium EVA. Cuts cost and improves impact tolerance.
Manufacturing methods and constraints
- Wet layup: Flexible and cost-effective for mixed fabrics; compatible with fiberglass and carbon. Curing in heated molds. Lower capital cost; higher variability vs prepreg.
- Prepreg + hot press4: Delivers consistent fiber-to-resin ratio and closer tolerances. Preferred for UD-dominant designs and thin, high-performance shells. Higher tooling and handling requirements; lead-time and MOQ impact.
- Resin systems: Epoxy offers best mechanical properties (stiffness, fatigue). Vinyl ester is lower cost and acceptable for mid-range; it compromises some mechanical performance and bonding with high-modulus fibers.
- Tooling heat and cure profiles: Carbon-prepreg and high-temp epoxies may require higher cure temps and longer cycles — factor into cycle time and production throughput.
Cost & volume considerations (practical guidance)
- Material cost gradient: Fiberglass << carbon 12k/18k < carbon 3k < UD prepeg systems.
- Fabric selection impacts yield: 3k gives better drapability and less waste on complex shapes; 12k/18k can reduce material cost per m2 but increase wrinkling risk on compound curves.
- MOQ & lead times: Expect samples 2–4 weeks with existing molds (prototype cycles can be 1–2 weeks for layups plus curing and finishing). Small production batches (hundreds) usually 4–8 weeks; large volumes may need 8–12+ weeks depending on prepreg lead times and tooling. Confirm with OEM on MOQ5 for custom colors/printing as dye runs raise MOQ.
- NEX Padel capability: We support wet layup and prepreg-level precision, carbon options from 3k to 18k and UD, and fast prototyping. We also handle custom printing, grip and butt-cap logoing, and ball sourcing (45%/57% wool pressurized packaging).
Quality control and testing protocol (what to require from OEM)
Insist on documented QC with traceability for fiber batches, resin lot numbers, and core foam density. Provide this standard testing checklist to your OEM:
Table — Recommended acceptance tests
| Test | Purpose | Typical method / acceptance |
|---|---|---|
| Mass & Balance | Verify target weight ± tolerance | Static weighing; balance point measurement ± 5 mm |
| Flexural stiffness | Confirm stiffness curve | 3-point bending; record deflection vs load; compare to reference |
| Impact resistance | Assess edge and face resistance | Drop-weight impact / ball impact; no surface cracking or core delamination |
| Fatigue | Durability under repeated loads | Cyclic loading (millions cycles) or accelerated pendulum |
| Bonding / peel | Verify layer adhesion | Peel test / visual delamination inspection |
| Cosmetic | Printing and finish quality | Visual + adhesion test for decals/paint |
| Packaging integrity | Transit durability | Vibration & compression test; check butt-cap & frame protection |
Failure modes to expect and mitigate
- Face cracking at high stiffness without sufficient impact layers — mitigate by hybridizing with thin fiberglass or adding local impact plies.
- Delamination between face and core from improper resin infusion or cure — require resin viscosity control, correct cure ramp, and vacuum/press procedures.
- Localized brittleness from high UD stacking — balance with woven layers or tougher resin in impact zones.
Testing protocols details (practical RFP language)
When writing an RFP, ask the OEM for:
- Sample test reports: bending modulus, impact test images/metrics, and fatigue cycles completed.
- A batch-level QC sheet listing fabric lot number, foam density, and resin batch.
- Photographic evidence of cross-section micrographs (optional) to verify layup thickness.
Customization and surface options
- Texture: For spin and feel, manufacturers use textured paint, micro-sand coating, or silica-filled resin layers. This is a production option and will add a finishing step plus slightly higher unit cost.
- Printing: UV printing and sublimation are common. For high-contrast or metallic finishes, plan for minimum color runs and higher MOQ.
- Logos and grips: Custom hand-grip and butt-cap options are straightforward. Confirm logo embossing tolerances and supply vector files.

Procurement checklist — what to ask your OEM now
- Confirm available fabric types (3k / 12k / 18k / UD) and show stock certificates.
- Provide prototype timeline and costs for one-off sample and for pilot run (100–500 units).
- Share standard test reports for comparable rackets (flex, impact, fatigue) and propose acceptance criteria.
- Specify resin system options (epoxy / vinyl ester) with cure profiles and expected mechanical differences.
- Clarify MOQ and lead time impacts for custom colors/printing and special surface textures.
- Ask for failure mitigation options: local crash plies, reinforced bridge, edge tape materials.
- Require batch-level QC documentation and picture evidence for initial shipments.
Case notes & real-world trade-offs from OEM experience
- Brands seeking “pro-level” stiffness frequently choose a hybrid UD + 3k layout with a medium-hard EVA core; these rackets test higher in flex modulus and provide reliable ball speed but require reinforcement around the holes and edge to avoid cracking.
- For entry-to-mid market lines where returns and durability matter, a fiberglass outer shell with 3k inner layers extends fatigue life and improves perceived comfort, while reducing unit cost by 10–30% versus full-carbon constructions.
- Cosmetic options (textured paint, metallic inks) may add 5–12% to unit cost and increase lead time by 1–2 weeks; plan for this in the product calendar.
Summary and procurement recommendation
- If your goal is peak power and a premium feel for a pro line: prioritize UD + 3k carbon outer shells, epoxy resin, and a medium EVA core. Include local impact plies and strict QC acceptance for impact testing. Expect higher material cost and tighter manufacturing control.
- If your goal is cost-efficient durability and comfort for mass market: choose fiberglass or a 3k-carbon/fiberglass hybrid, vinyl ester or standard epoxy, and a slightly softer EVA. This balances cost, manufacturability, and fewer returns.
- For rapid sampling and controlled cost, start with wet-layup prototypes and move to prepreg/hot-press once the layup is validated.
Next steps (actionable)
- Create an RFP using the procurement checklist above and request two prototype options: one power-focused and one comfort-focused.
- Require the OEM to run the standardized test suite and provide batch traceability.
- Schedule a small pilot run to validate production tolerances, packaging, and end-user feel before scaling.
People Also Ask
Q: What is the best material for padel rackets?
A: For best strength-to-weight and performance, carbon fiber is the preferred material—especially combinations of UD and 3k fabrics. Carbon delivers higher stiffness and energy return than fiberglass, but it is more expensive and can be less forgiving on impact. For softer feel and lower cost, fiberglass or carbon/fiberglass hybrids are common choices.
Q: Can you add texture to a padel racket?
A: Yes. Texture is typically added in manufacturing with a textured topcoat (microsand or silica-filled resin), or by applying textured paint or a thin textured film during the finishing step. This adds production time and a small cost premium but is standard practice for added spin control.
Q: Are lighter padel rackets better?
A: Lighter rackets (commonly in the 340–360 g range) improve swing speed and agility, which helps defensive play and rapid exchanges. However, lighter frames usually reduce raw power and stability at impact. The right choice depends on target players: choose lighter for control and quickness, heavier (+ balance toward head) for power.
-
carbon fiber: Read to understand fiber types, tow counts, and hybridization strategies—what properties (stiffness, failure modes, cost) change with 3k/12k/18k/UD choices and how that affects racket performance and manufacturing constraints. ↩︎ ↩
-
UD: Read to learn how unidirectional plies deliver directional stiffness, how to stack UD for target flex curves, and the handling and layup controls needed for reliable performance. ↩︎ ↩
-
EVA: Read to learn how EVA foam density and formulation influence feel, rebound, fatigue life, and testing protocols so you can specify core density tolerances and acceptance criteria to your OEM. ↩︎ ↩
-
Prepreg + hot press: Read to learn the advantages of prepreg workflows (consistent fiber/resin ratio, tighter tolerances), required tooling and cure profiles, and how these affect cost, lead time, and MOQ. ↩︎ ↩
-
MOQ: Read to understand minimum order quantity implications for sampling, unit cost, color/print runs, and negotiation tactics to manage inventory and supplier lead times. ↩︎ ↩


